






酸洗 酸洗钝化无缝钢管总体清洗工艺:冲洗-脱脂-冲洗-除锈-冲洗-钝化-吹除-(铺油)清洗系统水冲洗及检漏1) 清洗系统水冲洗及检漏的目的是将待清 洗系统内脱落的污垢用循环水冲出系统,同时检查清洗系统中是否有泄漏及循环系统是否畅通。2) 在整个清洗系统冲洗过程中,控制阀门, 保证系统充满。 检查各回 路及各法兰口、焊缝等是否有泄漏,若有泄漏,应及时补救。当确定无误时,开始准备清洗。
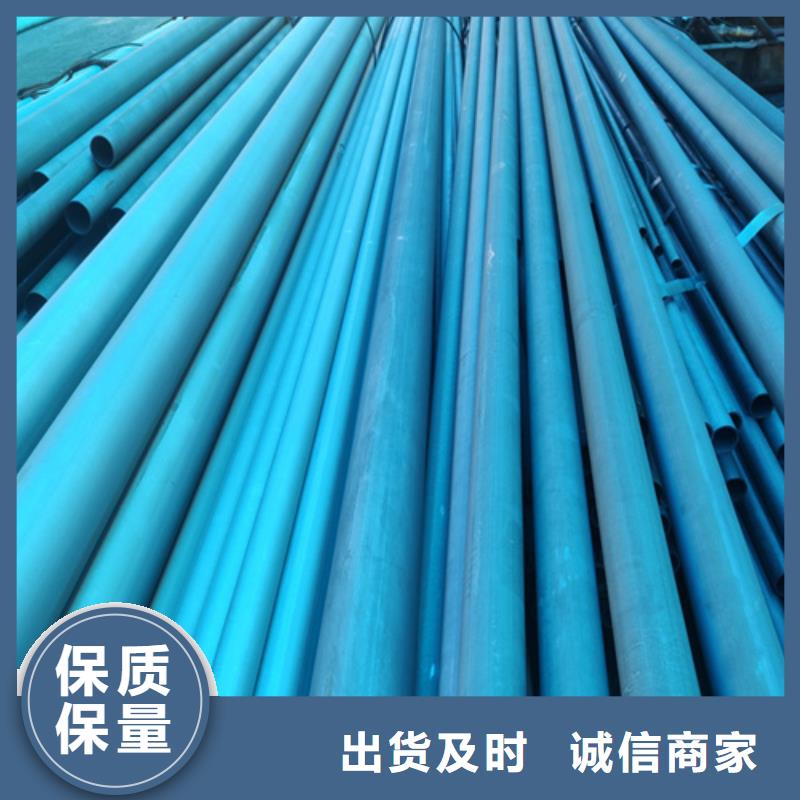
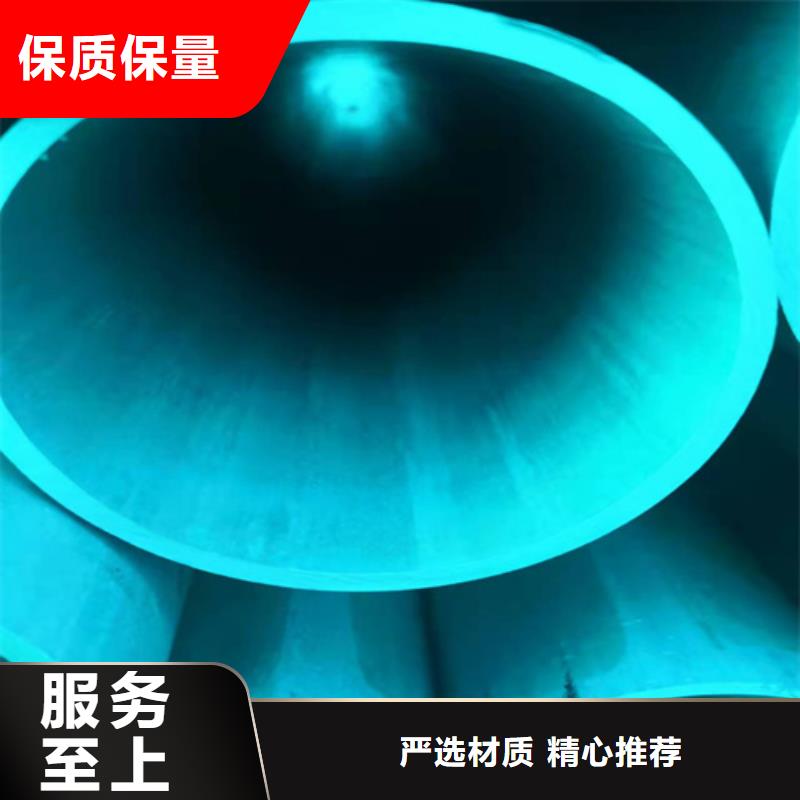
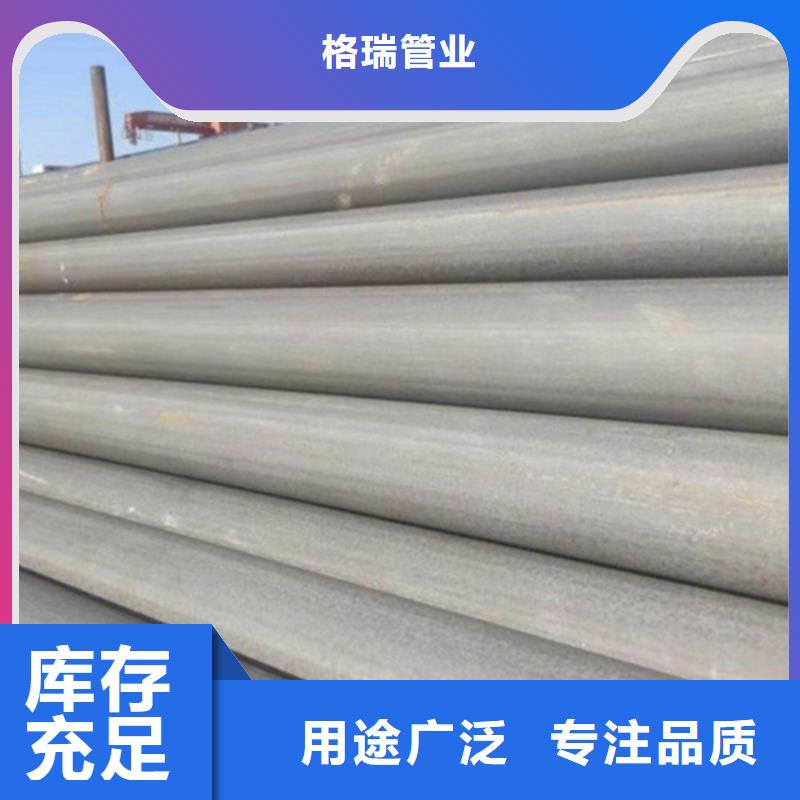
山东聊城格瑞有限公司是一家致力于无缝钢管的销售公司。常年销售成都、宝钢、冶钢、衡阳、包头、鞍山、天津、洪钢、无锡等几大厂家生产的无缝钢管,以及经营各种特殊厚壁管及合金管。执行GB8162-2008(结构管)、GB8163-2008(流体管)GB3087_(低中压锅炉管)、GB5310-2008(高压锅炉管)、GB6479-2000(化肥专用管)、GB9948-2006(石油裂化管)等。格瑞酸洗钝化无缝钢管新工艺管坯——检验——剥皮——检验——加热——穿孔——酸洗——修蘑——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验无缝管加工流程开卷——平整——端部剪切及焊接——活套——成形——焊接——内外焊珠去除——预校正——感应热处理——定径及校直——涡流检测——切断——水压检查——酸洗——终检查——包装无缝钢管尺寸及允许偏差大口径钢管偏差等级标准化外径允许偏差D1±1.5%,±0.75 mm D2 ±1.0%。±0.50 mm D3 ±0.75%.±0.30 mm D4 ±0.50%。±0.10 mm 品种:高压锅炉用无缝钢管标准:GB5310-2008厂家 品质 我厂保证格,优的产品质量 无缝钢管厂-无缝钢管酸洗大口径无缝化钢管*无缝管遵照诚信策划,货真价实,服务的宗旨,赢得了用户,拓展了市场,创立了广泛的销售网络,所售产品均附原厂材质书,让客户放心运用.酸洗钝化无缝钢管
酸洗钝化无缝钢管化处置的惯例工艺进程为确保酸洗钝化质量,酸洗钝化无缝钢管起首需思索采用酸洗钝化液浸泡的方法,在不方便于采用液体浸泡的状况下,才思索用涂刷酸洗钝化膏的方法,但不宜运用涂刷酸洗钝化液的方法。当采用酸洗钝化液浸泡的方法时,需按期对浸泡液进行测试和化验钢管酸洗钝化的惯例工艺进程如下:→酸洗→冲洗→钝化(池洗)→预处置→→酸洗钝化(二合一)液(池洗)→冲刷→后处置→酸洗钝化(二合一)膏(池洗)→5.1预处置5.1.1去除焊缝及母材外表的飞溅、焊药、尘土等。5.1.2去除油污,需要时可采用碱洗或洗濯液清洗,洗后需用清水将外表冲刷于净。5.2酸洗(池洗)及冲刷酸洗时应严厉节制酸洗温度和工夫,温度低则工夫长,温度高则工夫短。避免达不到酸洗结果或过份酸洗而惹起基体侵蚀的景象,需要时还可在酸洗液中添加侵蚀剂。对被酸洗产物上的碳钢件能拆开的需拆开失落,如不克不及拆开的需采用涂防护油漆或封橡胶泥的办法。酸洗后必然要用清水彻底冲刷,使之外表不留存残液,以利尔后的钝化处置。厂家品质我厂保证低价格,优的产品质量。
钢管在酸洗时要经常振动,在振动过程中要把钢管平放在酸槽的横条石上,反复起动一侧吊带3次后再起动另一侧吊带3次,重复两次后再吊起;振动上升角度不大于15°。7、酸槽加温时,先将蒸汽管固定牢固后再打开蒸汽阀门。8、天车吊管进、出酸槽时,不得撞击槽壁,防止损坏酸槽。9、钢管的欠酸洗的主要原因:(1)钢管在进料时要严格检查,要做到不合格钢管不投入酸洗。(2)钢管在振动时不认真操作。(3)酸洗钝化无缝钢管时间及盐酸含量不足。10、钢管过酸洗的主要原因:(1)盐酸含量过高。(2)酸洗时间过长。11、酸洗后检查钢管外表面是否光滑、有无残留氧化铁皮、有无油垢污染钢管表面。